



Kaynak Bilgisi Ansiklopedisi: Sınıflandırma Üzerine Kısa Bir Tartışma
ve Lazer Kaynak İşlemleri
Endüstriyel üretimde lazer kaynağı uzun zamandır havacılık ve uzay alanlarında kullanılmaktadır.yüksek hassasiyetli kaynakve özel malzeme kaynaklama. Sanayinin gelişmesi ve teknolojinin ilerlemesiyle birlikte, lazer kaynağı artık sıradan malzemelerin kaynaklanmasında da giderek daha fazla kullanılmaktadır. Bugün, lazer kaynağının sınıflandırılmasını ele alacağız. Lazer kaynağı, malzemeleri birleştirmek için ısı kaynağı olarak yüksek enerji yoğunluklu bir lazer ışını kullanan verimli ve hassas bir kaynak yöntemidir. Hızlı kaynak hızı, küçük deformasyon, kaynak ortamı için düşük gereksinimler, yüksek güç yoğunluğu, manyetik alanlardan etkilenmeme, iletken malzemelerle sınırlı olmama, vakum çalışma koşullarına ihtiyaç duymama ve kaynak işlemi sırasında X ışını üretmeme gibi birçok avantajı vardır.
Lazer kaynak yöntemi farklı açılardan sınıflandırılabilir:
- Lazer çıkış enerjisi moduna göre sınıflandırma:
- Sürekli lazer kaynağı: Kaynak işlemi sırasında sürekli ve kesintisiz bir kaynak şekli oluşturulur.
- Darbeli lazer kaynağıKaynak yapılacak parçanın yüzeyine enerji girişi aralıklı olduğundan, her bir darbeli ışık noktası kaynaklı iş parçasının yüzeyine etki ederek dairesel bir kaynak noktası oluşturur. Farklı lazer parametrelerine göre farklı kaynak şekilleri elde edilebilir.
- Odaklanmış lazer noktasının güç yoğunluğuna göre sınıflandırma:
- Lazer ısı iletim kaynağı: Güç yoğunluğu nispeten düşüktür, genellikle 10⁵ W/cm²'den azdır. Lazer, kaynak yapılacak iş parçasının yüzeyine enerji ileterek metal yüzeyini erime noktası ile kaynama noktası arasında bir sıcaklığa kadar ısıtır. Isı, ısı iletimi yoluyla metalin içine aktarılarak, tungsten inert kaynağına benzer bir kaynak oluşturur.gaz (TIG) kaynağı.
- Lazer derin penetrasyon kaynağı (anahtar deliği kaynağı): Metal yüzeyine etki eden lazer güç yoğunluğu 10⁵ W/cm²'den büyük olduğunda, yüksek güçlü lazer ışını metal malzemenin yüzeyine etki ederek yerel erimeye ve bir "anahtar deliği" oluşumuna neden olur. Lazer ışını, "anahtar deliği" yoluyla erimiş havuzun içine nüfuz ederek bir kaynak oluşturur.
- Kontrol moduna göre sınıflandırma:
- Manuel lazer kaynak makinesi
- Otomatik lazer kaynak makinesi
- Galvo lazer kaynak makinesi
- Lazer türüne göre sınıflandırma:
- YAG lazer kaynak makinesi
- Yarıiletken lazer kaynak makinesi
- Fiber lazer kaynak makinesi
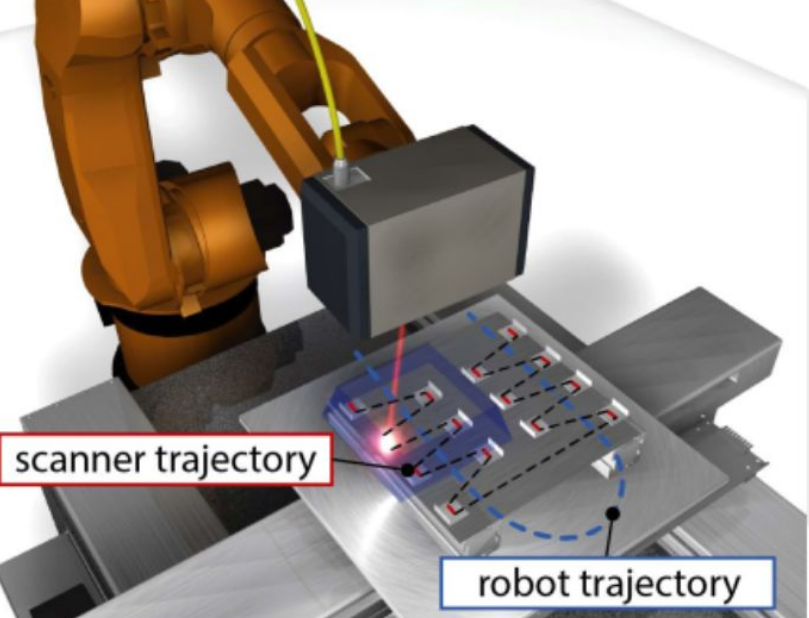
1. Uçan Lazer Kaynak
Uçan lazer kaynağı, uzaktan kaynak, galvanometre ve manipülatörlerin avantajlarını bir araya getirir ve üç boyutlu uzayda anlık çoklu yörünge kaynağı gerçekleştirmek için profesyonel grafik işleme yazılımıyla donatılmıştır.
Başlıca Kullanım Alanları:
Otomobil gövdeleri, koltuklar ve yaygın otomobil parçaları gibi ürünlerde kullanılır. Malzeme açısından ise çelik levhalar, soğuk haddelenmiş levhalar ve alüminyum alaşımları gibi çeşitli yaygın malzemelerin yanı sıra kompozit malzemeler ve magnezyum-alüminyum alaşımları gibi alaşım malzemeler için de kullanılabilir.
★ Avantajlar:
- Her türlü kaynak şekliyle uyumludur.
- Her türlü kaynak yönü için uygundur.
- Kullanıcı tanımlı kaynak/nokta dağılımı
- Optimize edilmiş stres dağılımı
- Yüksek hızlı nokta kaynağı, dikiş kaynağı, bindirme kaynağı, alın kaynağı, köşe kaynağı ve örtüşme kaynağı yapabilme özelliğine sahiptir.
- Lazer kaynak işlemini hızlandırmak için kaynak başlığı ve robot arasında gerçek zamanlı senkronizasyon.
- Daha az zemin alanı gereksinimi
- Daha düşük bakım ve lojistik maliyetleri
2. Spiral Lazer Kaynak
Bu, kaynak başlığına özel bir titreşim modülü takılarak gerçekleştirilen, çift kama lazer salınımı ile çalışan bir lazer kaynak yöntemidir. Bu sayede, kaynak başlığı hareket ederken odaklanmış ışık noktası spiral bir kaynak oluşturur.
Başlıca Kullanım Alanları:
Menteşe kaynağı, ısı eşanjörleri, borulu ısı eşanjörleri, petrol ve doğalgaz endüstrisinde kalın boru kaynağı, flanş kaynağı ve alüminyum alaşım kaynağı vb.
★ Avantajlar:
- Daha geniş kaynak
- Son derece yüksek işlem tekrarlanabilirliği/işlem kararlılığı
- Daha iyi kaynak oluşumu
- Kaynaklı iş parçasının son işlem aşaması daha basit ve yüzeyi daha pürüzsüz.
- Mükemmel alüminyum alaşımı kaynak yeteneği
3. Lazer Lehimleme
Lazer lehimleme, ana metalin erime noktasından daha düşük bir erime noktasına sahip dolgu metali kullanan bir yöntemdir. Lehim dolgu metali, erime noktasından daha yüksek ancak ana metalin erime sıcaklığından daha düşük bir sıcaklığa ısıtılır. Sıvı haldeki lehim dolgu metali, ana metali ıslatır, birleşim boşluğunu doldurur ve kaynaklı parçaların bağlantısını sağlamak için ana metalle karışır.
Başlıca Kullanım Alanları:
Alüminyum gövde iskelet yapılarının, örneğin tavan ile yan duvar ve kapılar arasındaki bağlantı noktalarının kaynaklanması.
★ Avantajlar:
- Ürünlerde gözenek, çatlak ve aşırı uyum boşlukları gibi saf lazer kaynağının kusurlarını azaltır.
- Kaynak mukavemetini artırır ve mükemmel bir kaynak dikişi elde edilmesini sağlar.
- Lehimleme sırasında yalnızca lehim dolgu metali erir, ana metal erimez.
- Lehimli bağlantılarda küçük deformasyon, pürüzsüz ve estetik görünüm, farklı malzemelerden yapılmış hassas ve karmaşık bileşenlerin kaynaklanması için uygundur.
- Küçük ısıdan etkilenen bölge ve yüksek basınç dayanımı
4. Lazer Tel Dolgulu Kaynak
Lazer tel dolgu kaynağı, ana metal ile aynı veya benzer malzemeden yapılmış bir dolgu metali kullanan bir yöntemdir. Ana metal ve lehim dolgu metali eritilir ve daha sonra kaynak oluşturmak üzere katılaştırılır.
Başlıca Kullanım Alanları:
Araçların ve otomobil parçalarının tüm gövde yapısal parçalarının kaynaklanması.
★ Avantajlar:
- Lazer kaynak yönteminin gözenek ve çatlak gibi kusurlarını azaltır.
- Kaynaklı ürünlerin kalifikasyon oranını artırır ve kaynaklı ürünler arasında biraz daha büyük boşluklara izin verir.
- Kaynak işlemi sırasında ana metal erir ve kaynak mukavemeti ana metalin mukavemetinden daha yüksek olur.
5. Salınımlı Lehimleme
ALO3 sayesinde ışın şekillendirme ve kaynak izleme fonksiyonlarını aynı ekipmanda birleştirir. Dolgu teli mekanik sensör olarak kullanılabilir.
Başlıca Kullanım Alanları:
Beyaz gövdelerin lazerle lehimlenmesi, özellikle tavan kaplamaları ve bagaj kapakları ile otomobil parçalarının lehimlenmesini içerir. Parçalardaki dalgalanmalar ve fikstür hataları, lazerle lehimleme işleminin zorluğunu önemli ölçüde artırarak, lazer kaynak işleminin hata ayıklamasını son derece zorlaştırır. Ancak, salınımlı lehimleme, kendi kaynak yönünü etkili bir şekilde ayarlayabilir. Kaynak izleme ve otomatik odak uzaklığı telafisi fonksiyonlarıyla, lazer ışınının kolayca yönlendirilmesini ve odaklanmasını sağlar, yön değişikliklerini gerçekleştirir, yüksek otomasyon, hızlı kaynak hızı ve yüksek verimlilik sunarak kaynak kalitesini korur.
★ Avantajlar:
- Kaynak izleme sistemi, iş parçasının kaynak yörüngesini gerçek zamanlı olarak belirler.
- İyi kaynak kalitesi elde etmek için, iş parçasındaki farklı sapmalara göre XYZ üç yönünde kaynak yörüngesinin uyarlanabilir şekilde ayarlanması.
- Ürün kaynağının tutarlılık oranını iyileştirir.
6. Üç Noktadan Lehimleme
Lense çift noktalı bir modül eklenmiştir. Kaynak işlemi sırasında, lehimleme optiğindeki üç noktalı modül, tek bir ışını üç ışına dağıtarak, sıcak daldırma galvanizli çelik levhaların lehimlenmesi ve çatlama olmadan kaynağın daha düz hale getirilmesi için bir çözüm sunar.
Başlıca Kullanım Alanları:
Alüminyum alaşımlı beyaz gövdelerin lehimlenmesi, tavan kaplamalarının ve bagaj kapaklarının lazerle lehimlenmesi ve otomobil parçalarının lehimlenmesi vb.
★ Avantajlar:
- Daha istikrarlı ve güvenilir lehimleme işlemi
- Daha yüksek hız
- Daha yüksek mukavemet
- Sıcak daldırma galvanizli sac kaynaklarının daha iyi görünüm kalitesi
- Çevrimiçi temizleme işlemi
- Dinamik enerji ayarlaması
7. Çok Dalga Boylu Hibrit Kaynak
Çok dalga boylu hibrit kaynakLianying Laser tarafından geliştirilen yenilikçi bir kaynak işlemidir. Farklı dalga boylarına sahip iki lazer ışınını üst üste bindirerek, iki ışının eksenlerinin uzayda çakışmasını sağlar. Ana dalga boylu lazer esas olarak kaynak için kullanılırken, ikincil dalga boylu lazer ise kaynak telini ve ana metali önceden ısıtmak ve kaynak havuzundaki erimiş metalin soğuma hızını azaltmak için kullanılır. Özellikle alüminyum alaşımları, magnezyum alaşımları, bakır alaşımları vb. için uygundur.
★ Avantajlar:
- Gözenek içeriğini azaltır.
- Kaynak dikişinin stabilitesini artırır ve kaynak verimliliğini yükseltir.
- Termal gerilimi etkili bir şekilde azaltır, çatlakları düşürür, kaynak mukavemetini artırır ve nispeten düzgün görünümlü kaynak dikişleri elde edilmesini sağlar.
Sonuç olarak, lazer endüstrisinin genelinde yabancı teknolojiler ve ekipmanlar hala lider konumdadır. Lazer ünitelerinden ve optik işleme başlıklarından soğutucular, güç ölçerler, kaynak içi izleme, kaynak sonrası muayene ve TCP kalibratörleri gibi yardımcı ekipmanlara kadar her alanda kapsamlı bir şekilde gelişmiş durumdadırlar. Yerli işletmeler de bu gelişmeyi yakalamak için büyük çaba sarf etmektedir. Bununla birlikte, lazer kaynak uygulamaları alanında Çin, uluslararası ileri seviyeye nispeten yaklaşmış olup, bir dizi yüksek kaliteli işletme ortaya çıkmış ve mükemmel sonuçlar elde etmiştir.
Yayın tarihi: 05 Eylül 2025











